Jul 15, 2026Case Studies
Medium-Voltage VFD Engineering Review
The details project recording for the medium-voltage VFD Engineering Review for a High-Demand Pump Station in a Desert Entertainment Facility

Medium-Voltage VFD Engineering Review for a High-Demand Pump Station in a Desert Entertainment Facility
A medium voltage pump station is not a simple motor control project. When five 4.16 kV VFD units are used to control high-demand pumps in a harsh desert environment, the real engineering work starts before installation. This case documents the review, design logic, verification points, and practical lessons behind a reliable MV VFD pump control application.

Project Snapshot
Item | Description |
|---|---|
Industry | Entertainment Infrastructure / Water Management |
Application | High-demand pump station control |
Project Type | Medium voltage VFD engineering review and panel integration |
Location | Middle East, desert-climate site |
Products | 5 × medium voltage VFD units |
Electrical Rating | 4.16 kV, 60 Hz, 135 A |
Services | Engineering review, cabinet layout assessment, control logic review, shipment verification |
Result | Stable pump control, reduced commissioning risk, improved maintainability, and no major onsite modification |
Project Overview
This project involved five medium-voltage VFD units for a large pump station serving a high-profile entertainment facility in the Middle East. The pumps were part of a critical water management system, so reliability was more important than simple motor starting.

From an engineering point of view, this was not only a VFD supply project. It was a system reliability project.
The pump station required controlled acceleration, stable flow regulation, energy-efficient operation, and protection against mechanical stress. A direct-on-line starter could have started the motors, but it would not have provided the same control over hydraulic impact, motor current, and operating efficiency.
The operating environment also added pressure. The site was located in a hot and dusty region. Cabinet ventilation, air filtration, cable entry, access space, and thermal behavior all needed careful review before shipment.
The schedule expectation was also clear. Large entertainment infrastructure projects usually have limited commissioning windows[^1]. Once pumps, piping, MCCs[^2], and automation systems are installed, any correction to medium-voltage equipment[^3] becomes expensive and slow. My main concern was simple: every avoidable problem had to be found before the panels left the workshop through thorough Factory Acceptance Testing (FAT)[^4].
Customer Challenge
From the customer’s perspective, the pump station had to work reliably from the first startup.
The customer was not only buying medium voltage VFDs. They needed a pump control system that could operate under demanding site conditions, support continuous commissioning activities, and avoid late-stage redesign.
Several concerns were important:
- The pump motors required smooth starting to reduce electrical and mechanical stress.
- The water system needed stable control to avoid pressure fluctuation and water hammer.
- The cabinets had to fit within the available electrical room layout.
- Maintenance technicians needed safe access to filters, fans, control terminals, and inspection points.
- Heat and dust could not be ignored.
- Cable entry had to match site routing conditions.
- The control interface had to be clear enough for commissioning engineers to test each drive quickly.
If these risks were ignored, the consequences would not be minor. Poor thermal design could lead to nuisance trips or shortened component life. Poor cable planning could force onsite cutting or rework. Poor labeling could slow commissioning. In a medium voltage system, even a small oversight can turn into a safety issue or a schedule delay.
The customer needed confidence before energization, not explanations after a failed startup.
Engineering Review
The engineering review focused on the areas that usually cause problems in MV VFD pump station projects: thermal management, cabinet footprint, cable routing, grounding, environmental protection, control logic, and maintenance access.
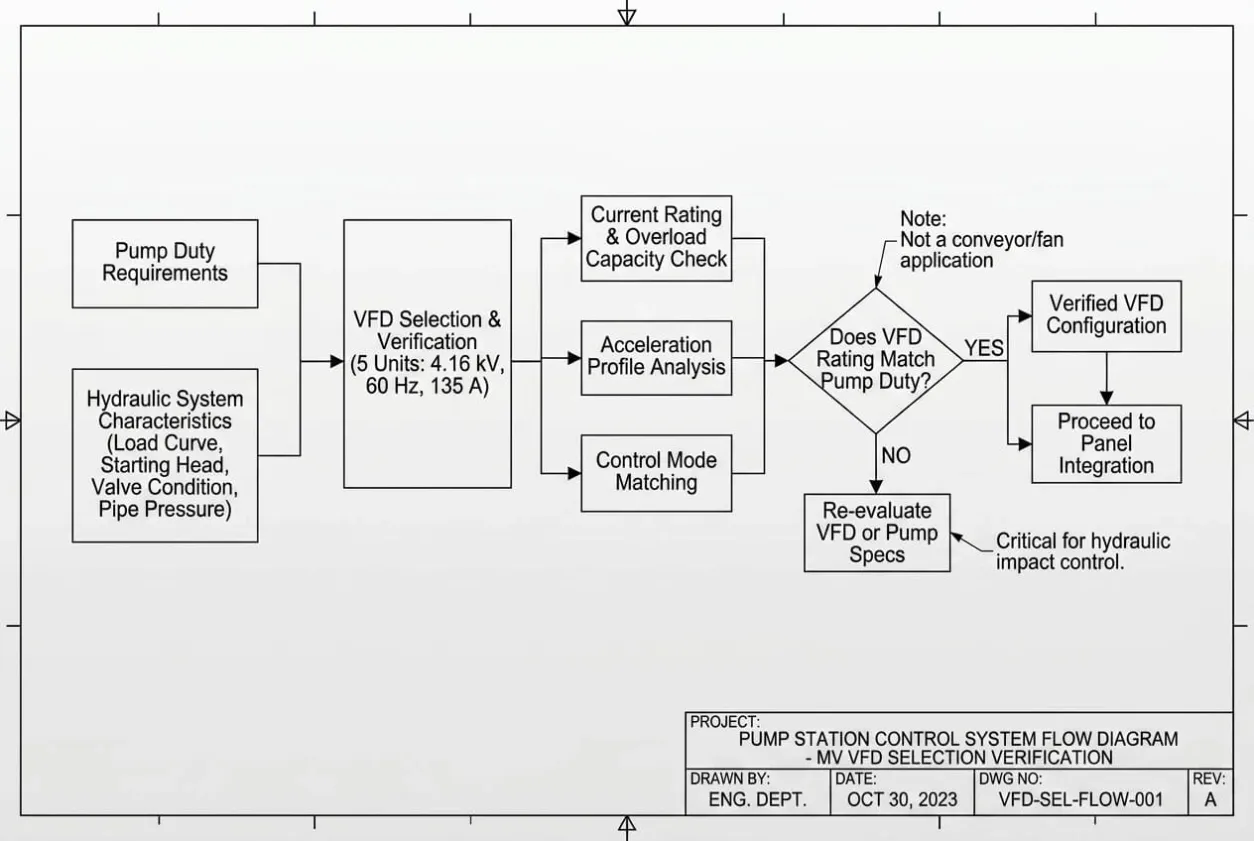
The first point I checked was whether the VFD rating matched the pump duty. The project used five 4.16 kV, 60 Hz, 135 A medium voltage VFD units. For pump applications, the current rating, overload capacity, acceleration profile, and control mode must be matched with the hydraulic system. A pump does not behave like a conveyor or fan. The load curve, starting head, valve condition, and pipe pressure all influence startup behavior.
The second point was the cabinet environment. Desert sites create two common problems: high ambient temperature and dust contamination. A cabinet may look acceptable in a clean workshop, but onsite conditions are different. Dust can block filters, reduce heat transfer, and contaminate boards or terminals. High temperature reduces margin for power electronics and auxiliary components.
For this type of project, I normally review the following items before approving the layout:
Review Item | Engineering Question | Risk if Ignored |
|---|---|---|
Cabinet ventilation | Is airflow enough for the heat loss of the drive? | Overtemperature trip or reduced component life |
Filter access | Can filters be replaced without dismantling panels? | Poor maintenance and blocked airflow |
Cable entry | Does bottom- or top-entry match site routing? | Onsite cabinet modification |
Grounding | Is the PE path clear and continuous? | EMC issues and safety risk |
Control terminals | Are PLC and interlock terminals accessible? | Slow commissioning |
Door interlocks | Are MV sections properly protected? | Unsafe operation |
Labeling | Are field cables, terminals, and devices clearly identified? | Wiring mistakes during SAT |
Cabinet footprint | Does the panel fit with required service clearance? | Installation delay |
One important decision was not to treat the VFD cabinet as a standalone product. For pump station projects, the VFD must be reviewed as part of the electrical and hydraulic system.
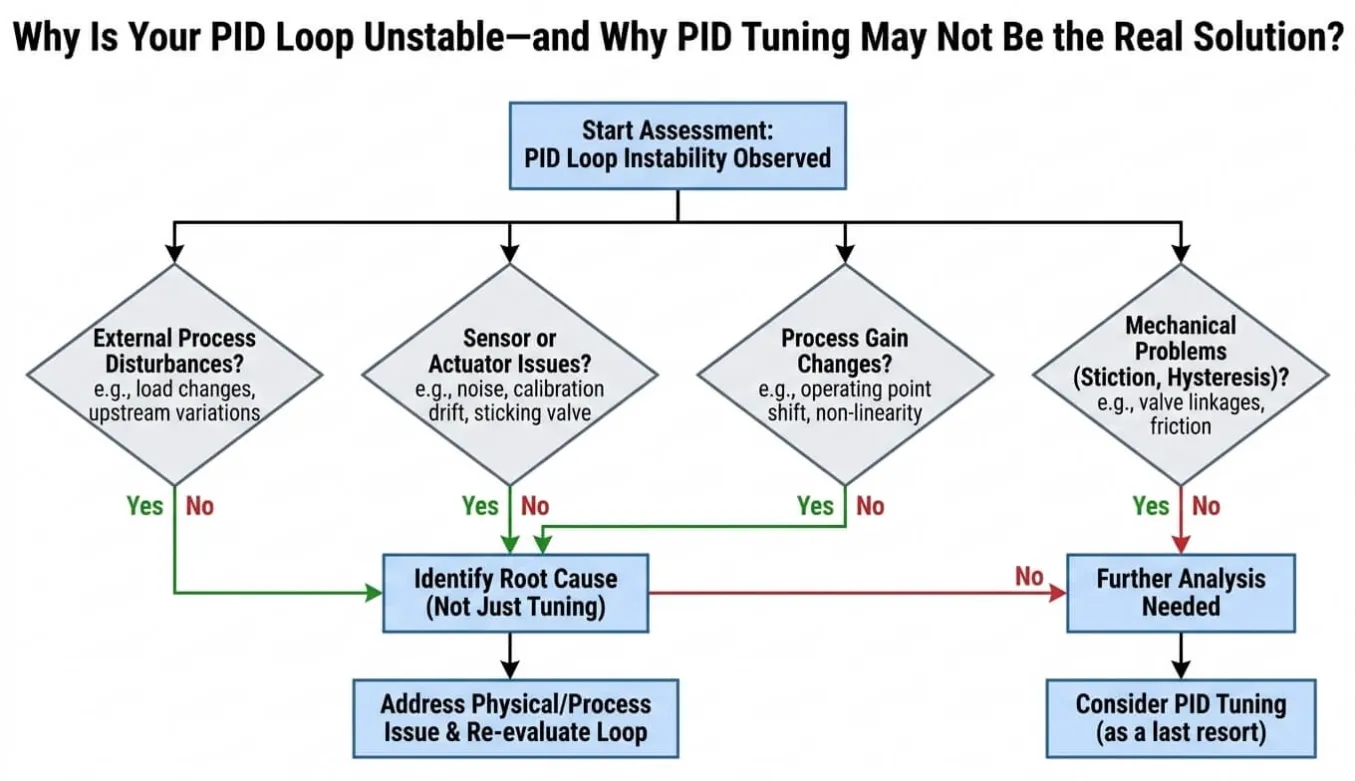
For example, acceleration time should not be selected only to reduce motor current. It also affects pipe pressure. Deceleration time should not be selected only to stop the motor quickly. It can affect water hammer. The PLC interface should not only provide start and stop. It should support permissives, fault feedback, local-remote selection, speed reference, emergency stop, and healthy status.
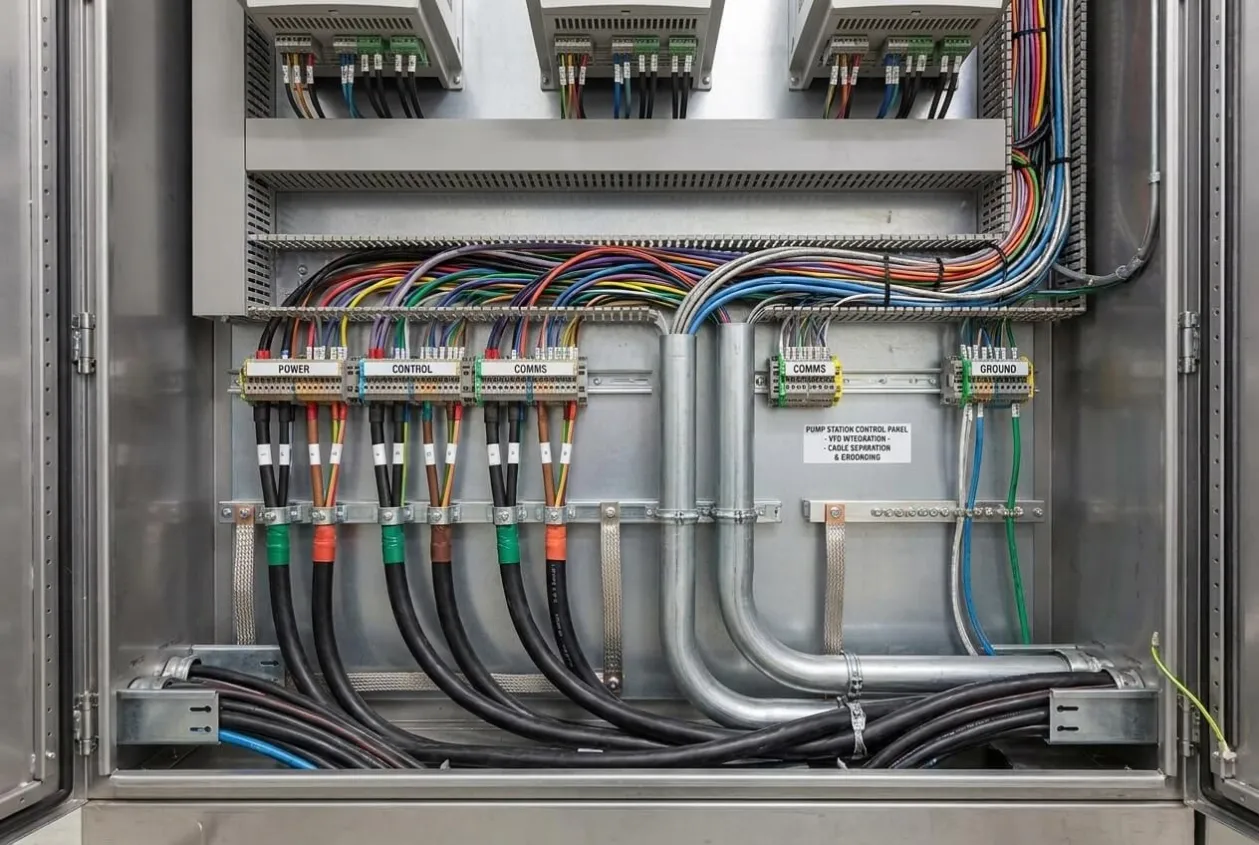
Another important review area was EMC[⁵] and grounding.[⁶] Medium voltage VFDs generate electrical noise. Poor grounding or careless cable routing[⁷] can create unstable signals, especially in long-distance control wiring. I prefer to separate power cables, control cables, communication cables, and grounding paths clearly at the design stage. This is much easier than troubleshooting random communication faults onsite. Following the recommendations in IEC 61800-3[⁸] also helps reduce EMC-related communication problems in VFD installations.
Critical Engineering Decision
The turning point in this project was the cabinet layout and service access review.
At first glance, the main concern appeared to be electrical rating. The VFDs matched the required voltage and current, and the application was suitable for pump control. But after reviewing the site conditions, I felt the larger risk was not rating selection. It was long-term maintainability under harsh environmental conditions.
There were two possible approaches:
- Keep the cabinet layout as compact as possible. This would reduce the footprint and help the panels fit into the electrical room. The risk was that filters, fans, terminals, and inspection points could become difficult to access. Compact panels are attractive during quotation, but they can become frustrating during maintenance.
- Protect maintenance space, cable-bending space, and airflow path, even if the cabinet dimensions required more coordination with the site layout. This approach required more engineering review, but it reduced commissioning and maintenance risk.
We selected the second approach.
For medium voltage equipment, I do not like designs that save space by sacrificing access. A technician should not need to remove multiple parts just to inspect a fan, check a terminal, or replace a filter. In a hot and dusty environment, maintenance access is not a convenience. It is part of reliability.
That decision avoided several risks: blocked airflow, poor cable termination space, difficult inspection, and longer troubleshooting time during commissioning.
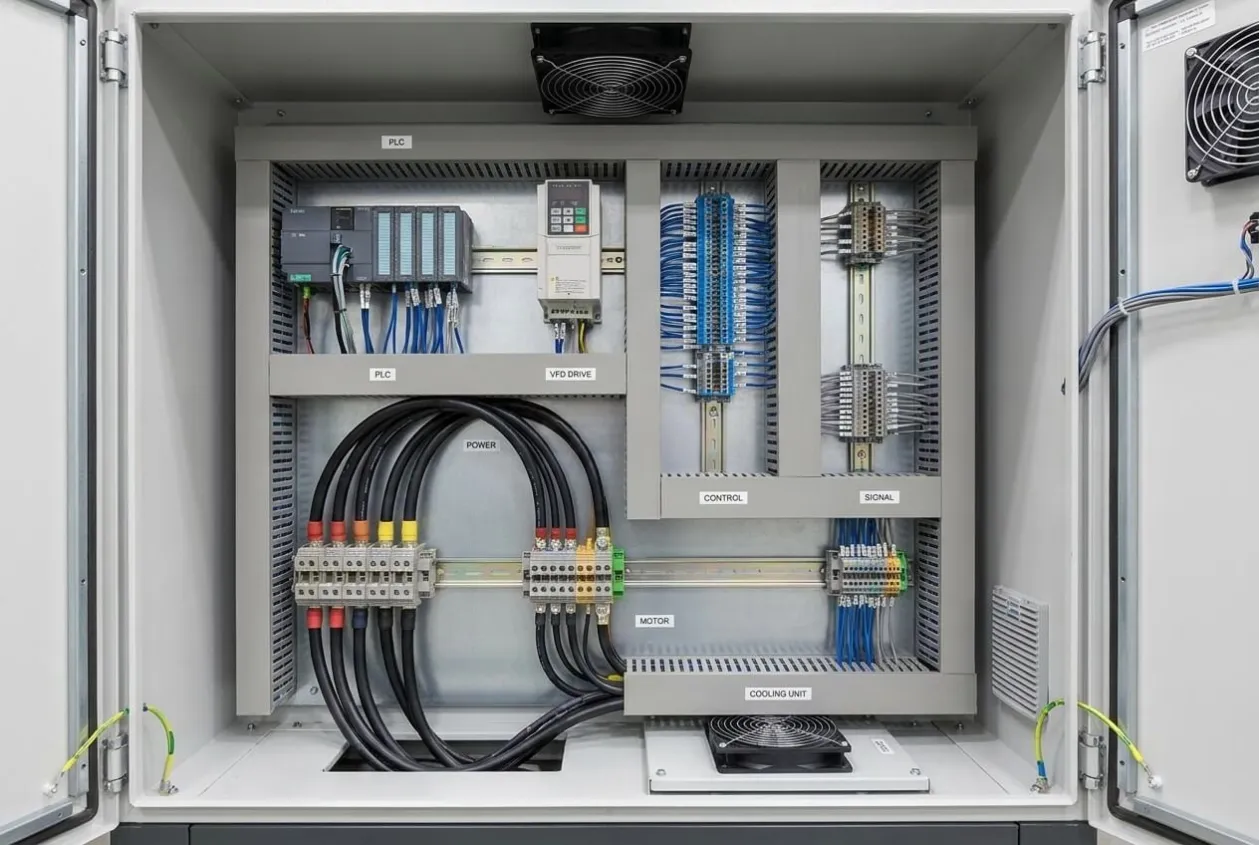
Solution Delivered
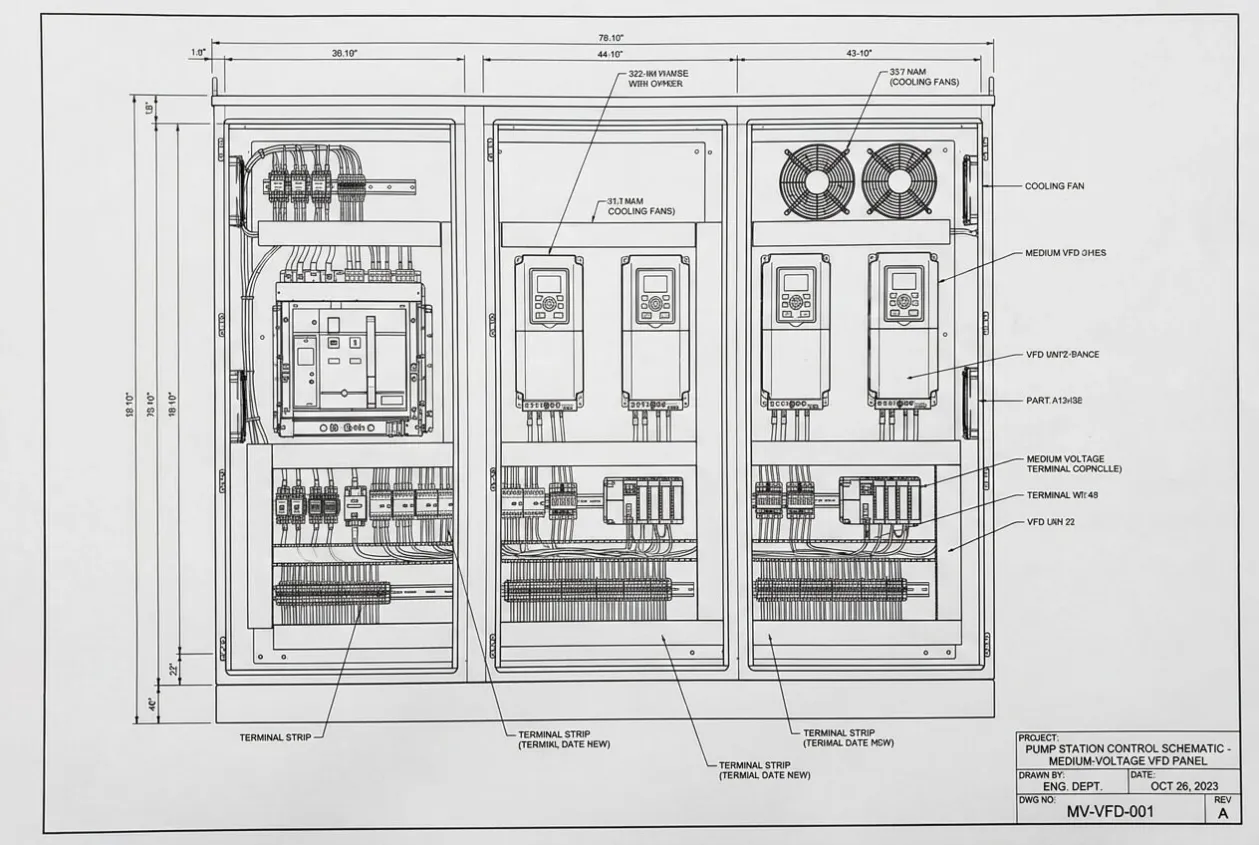
The final solution consisted of five medium-voltage VFD panels configured for high-demand pump station control.
Each unit was designed around a 4.16 kV, 60 Hz, 135 A operating requirement. The cabinet structure provided separated access areas for medium voltage sections, control wiring, cooling components, and field cable termination.
The control system included local operation functions, a remote control interface, status feedback, fault indication, and interlock logic. The pump control philosophy supported smooth starts, controlled speed regulation, and safe shutdown behavior.
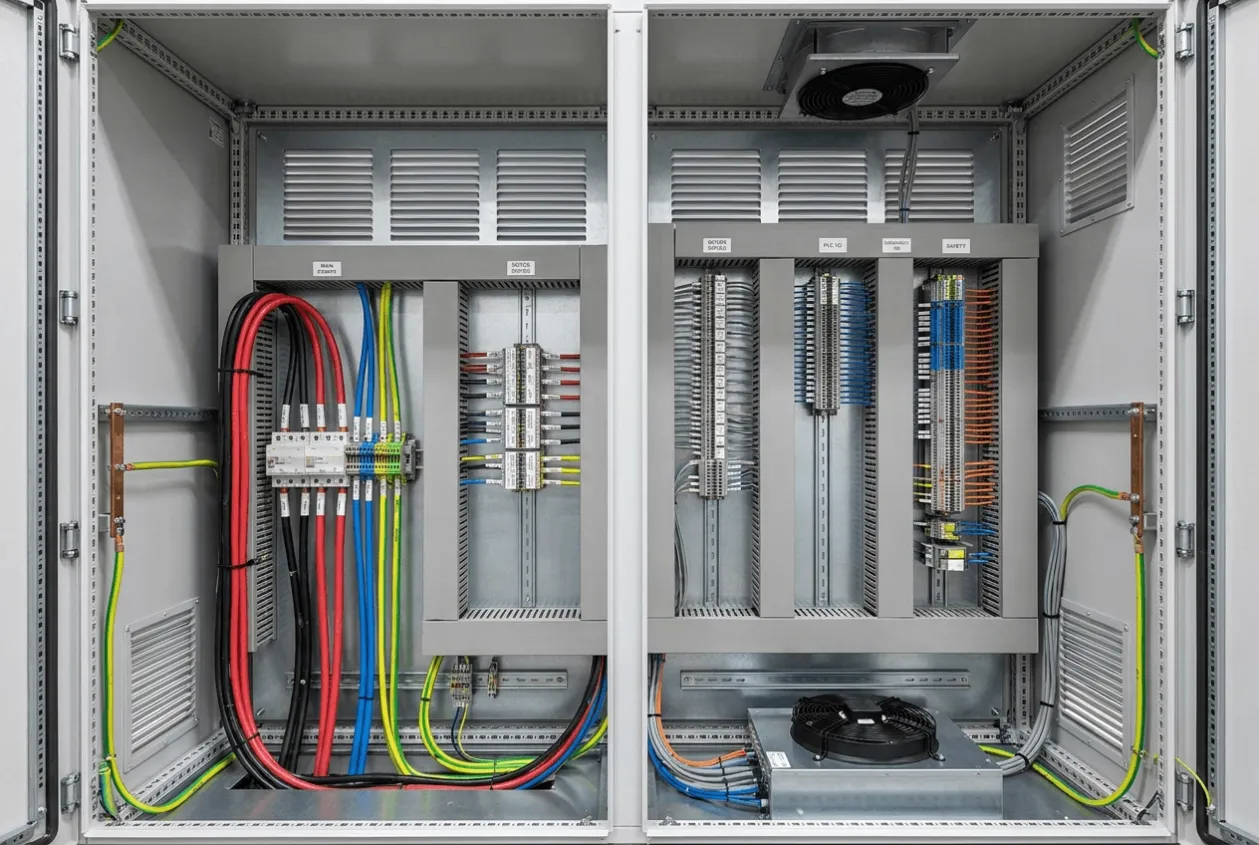
The cabinet layout reflected the earlier engineering decisions. Ventilation paths were kept clear. Cooling components were positioned for inspection. Cable termination areas allowed enough space for proper bending radius and safe connection work. Control terminals were labeled for commissioning. Internal wiring was routed to reduce interference between power and signal circuits.
The mechanical layout also considered the practical work of site technicians. Door opening space, lifting points, panel alignment, and packaging protection were reviewed before delivery.
For a medium voltage VFD project, this kind of detail matters. A cabinet that looks neat in the factory may still fail in the field if it is difficult to install, difficult to cool, or difficult to maintain.
Before Shipment Verification
Before shipment, we carried out a structured verification process. I consider this stage one of the most important parts of any control panel or MV VFD project.
The purpose is not only to check whether the panel was built according to drawings. The purpose is to find anything that could become a site problem.
Our verification included:
Verification Activity | Why It Mattered |
|---|---|
Wiring inspection | Confirmed wiring matched drawings and terminal numbers |
Torque check | Reduced risk of loose power or control connections |
Grounding inspection | Confirmed continuity of protective earth paths |
Label review | Helped commissioning engineers identify cables quickly |
Cooling system check | Confirmed fans, filters, and airflow paths were ready |
Door and interlock inspection | Verified safe access control for MV sections |
Control circuit test | Confirmed start, stop, fault, reset, and status signals |
Communication test | Confirmed interface signals before site connection |
Parameter review | Verified basic VFD settings matched pump application |
Documentation review | Ensured drawings and manuals matched the delivered panels |
Packing inspection | Protected panels during transport to a remote site |
During inspection, small issues were corrected before shipment. These included label position adjustments, control terminal marking improvements, and additional checks on cable entry alignment. None of these issues were dramatic, but they are exactly the kind of details that can waste hours during commissioning if left unresolved.
I always tell younger engineers that FAT is not a formality. FAT is where you buy back time from the site team.
For this project, shipment verification helped ensure that the panels were not only electrically correct but also ready for practical installation.
Project Results
The project achieved stable pump control with the medium voltage VFD system operating as intended.
The main result was not only successful energization, but also the bigger result was reduced commissioning uncertainty. Because the cabinet layout, cable access, control interface, and verification records had been reviewed before shipment, the site team had fewer unknowns during startup.

The pump motors could be started smoothly. The system had better control over flow demand compared with fixed-speed operation. The VFDs also helped reduce mechanical stress on the pumps and associated piping.
Maintenance access was improved because the cabinet design did not hide important service points behind difficult structures. Technicians could inspect cooling components and control terminals more easily.
Feedback from commissioning was practical: clear labeling, accessible terminals, and completed pre-shipment checks made the site work faster. That is usually the best kind of feedback. It means the engineering work done before delivery was useful in the field.
Engineering Notes from Natalie
One lesson I keep seeing in pump station projects is that engineers often focus too much on the motor rating and not enough on the operating environment.
The voltage, current, and power rating are important, of course. But once the panel arrives onsite, many problems come from simple physical details: blocked airflow, poor cable space, missing labels, tight access, or drawings that do not match the actual panel.
In a medium voltage VFD project, these small details are not small. They affect safety, commissioning time, and long-term reliability.
For desert-climate projects, I always pay special attention to cooling and maintenance access. A filter that cannot be replaced easily will not be replaced often. A fan that cannot be inspected quickly will be ignored until there is a fault. Good engineering is not only about selecting the right equipment. It is about making sure the equipment can survive real operation and real maintenance habits.
That is why I prefer to review the panel from the technician’s position, not only from the designer’s screen.
Lessons Learned
1. Pump VFD projects must consider hydraulic behavior
A medium voltage VFD does more than reduce starting current. In pump applications, it also affects flow, pressure, acceleration, and shutdown behavior. Engineers should coordinate VFD parameters with pump curves, valve conditions, and process requirements.
2. Cabinet dimensions are an engineering decision
Panel size should not be treated only as a commercial or space-saving issue. Cabinet footprint affects cooling, cable termination, maintenance access, and safety clearance. A smaller cabinet is not always a better cabinet.
3. Desert environments reduce design margin
High temperatures and dust can quickly expose weak ventilation design. Filters, fans, airflow paths, and sealing details should be reviewed carefully before shipment.
4. FAT should include practical installation checks
A factory test should not only confirm electrical function. It should also check cable entry, labeling, documentation, access space, packing, and field interface points.
5. Clear labeling reduces commissioning risk
In large pump stations, many cables and signals arrive at the same time. Clear labels and accurate drawings reduce mistakes during SAT and help engineers isolate faults faster.
6. Maintenance access protects long-term reliability
If a component is hard to inspect, it will often be ignored. Good panel design makes routine maintenance easy enough that technicians actually do it.
Key Takeaways
✔ Verify environmental conditions before finalizing MV VFD cabinet design.
✔ Review pump control logic together with hydraulic and electrical requirements.
✔ Small pre-shipment inspections prevent large commissioning delays.
Need Similar Support?
If you are planning a medium voltage VFD, pump station control panel, MCC, PLC cabinet, or outdoor electrical enclosure project, share your drawings, load list, site conditions, and control requirements before quotation.
A short engineering review before manufacturing can identify layout, cooling, wiring, access, and verification risks while they are still easy to correct.
Related Articles: