
Jul 2, 2026Case Studies
Reliable PLC Control Panels for Water Treatment in Harsh Environments
Designing Reliable PLC Control Panels for Water Treatment in Harsh Environments? Water treatment systems fail when control panels cannot survive moisture, corrosion, and continuous operation. I ofte

Designing Reliable PLC Control Panels for Water Treatment in Harsh Environments?

Water treatment systems fail when control panels cannot survive moisture, corrosion, and continuous operation. I often see hardware weaknesses cause shutdowns before software problems appear.
Reliable PLC control panels for water treatment require corrosion-resistant enclosures, thermal management, electrical isolation, and standards-compliant design to ensure stable 24/7 industrial operation.
I have worked on projects where the PLC logic performed perfectly in testing. Yet the system still failed in the field because condensation entered the enclosure or chlorine vapor damaged terminal blocks. In water treatment environments, physical reliability always comes first.
Why Are Water Treatment PLC Panels More Difficult to Design?

Water treatment facilities create one of the harshest environments for industrial electrical systems. High humidity, chemical exposure, and nonstop operation increase the risk of electrical failure.
Water treatment PLC panels must withstand moisture, corrosive chemicals, electrical noise, and temperature fluctuations while maintaining safe and continuous automation performance.
What makes water treatment environments so aggressive?
Most municipal and industrial water treatment facilities operate continuously. Pumps, blowers, dosing systems, and filtration equipment generate heat and vibration around the clock. At the same time, chlorine gas, sodium hypochlorite, sulfuric acid, and caustic chemicals slowly attack metal surfaces and cable insulation.
I once inspected a chemical dosing skid where painted carbon steel enclosures began corroding after less than one year of operation. Moisture entered through damaged seals, and corrosion spread across grounding terminals and relay contacts. The PLC itself remained operational, but field communication became unstable because the enclosure environment had already degraded.
According to the NEMA 250 enclosure standard[^1], NEMA 4X enclosures[^2] are specifically designed for wet and corrosive industrial environments. In many water treatment applications[^5], engineers prefer 316 stainless steel[^3] because it offers stronger resistance against chloride-based corrosion[^4] than standard painted steel.
What enclosure rating is best for water treatment PLC panels?
For most indoor and outdoor water treatment applications, NEMA 4X or IEC 60529 IP66-rated enclosures provide the best balance between environmental protection and long-term durability.
Why stainless steel enclosures are commonly used
Stainless steel remains the preferred material because it performs well under washdown and chemical exposure conditions.
Enclosure Material | Typical Application | Main Limitation |
|---|---|---|
Stainless Steel 304 | General water treatment | Moderate chloride resistance |
Stainless Steel 316 | Chemical dosing areas | Higher material cost |
Fiberglass Reinforced Polyester | Coastal installations | Lower mechanical strength |
Painted Carbon Steel | Dry utility rooms | Poor corrosion resistance |
As discussed in many food processing control panel applications, environmental management determines long-term electrical reliability. Water treatment facilities follow the same principle, but exposure to moisture and chemical vapor is often far more severe.
Why condensation is more dangerous than heat
Many engineers focus only on cooling performance. I made the same mistake early in my career. However, condensation causes more hidden failures than overheating in many water treatment systems.
When warm air inside the cabinet meets cooler external temperatures, moisture condenses on electrical surfaces. This creates serious risks for low-voltage control circuits and communication networks.
Common Failure Modes in Water Treatment PLC Panels
Failure Mode | Root Cause | Operational Impact |
|---|---|---|
Corroded terminals | Condensation | Signal instability |
PLC communication faults | EMC interference | SCADA data loss |
VFD overheating | Poor airflow | Pump shutdown |
Relay sticking | Chemical vapor ingress | Process interruption |
Ground loop noise | Improper isolation | Sensor inaccuracies |
In several retrofit projects, I found that small anti-condensation heaters solved recurring communication faults that had previously been blamed on PLC software.
The Anatomy of a Robust Water Treatment PLC Panel?

Reliable automation systems begin with enclosure engineering, power distribution, and proper component layout. The PLC alone cannot guarantee system reliability.
A robust water treatment PLC panel combines environmental protection, thermal control, electrical isolation, and maintainable hardware architecture to support continuous industrial operation.
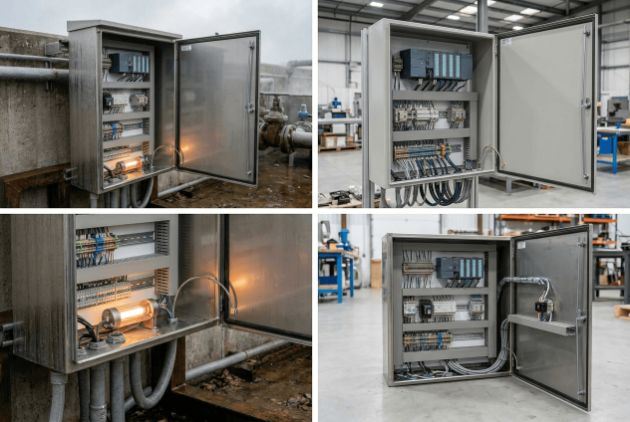
How do anti-condensation heaters protect electrical panels?
Anti-condensation heaters maintain the enclosure temperature slightly above the dew point. This prevents moisture from forming on electrical components during temperature fluctuations.
In outdoor pumping stations, temperatures often drop rapidly overnight. Without heaters, condensation forms on PLC terminals, relays, and power supplies. Over time, corrosion damages electrical connections and reduces insulation performance.
Small enclosure heaters consume little energy but significantly improve long-term reliability.
Why thermal management is critical in PLC panel design
Variable Frequency Drives (VFDs), power supplies, and motor starters generate considerable heat inside enclosed cabinets. Poor airflow increases component temperatures and shortens equipment lifespan.
According to IEC 60204-1 guidelines[⁶] for electrical equipment of machines[⁷], thermal management[⁸] should maintain safe operating temperatures[⁹] for all installed components.
I usually separate high-heat components from sensitive analog signals. This improves system stability and reduces electromagnetic interference.
Typical Environmental Conditions in Water Treatment Facilities
Environmental Factor | Typical Range |
|---|---|
Ambient Temperature | 0–50°C |
Relative Humidity | 60–95% |
Washdown Frequency | Daily |
Chemical Exposure | Moderate to High |
Continuous Operation | 24/7 |
What is galvanic isolation in water treatment automation?
Galvanic isolation separates electrical circuits to prevent unintended current flow between connected devices.
This becomes extremely important around the following:
- pH analyzers
- Conductivity sensors
- Chemical dosing pumps
- Remote I/O stations
Water and conductive liquids increase the risk of electrical feedback and grounding problems. Isolated analog inputs and communication modules help protect sensitive PLC electronics.
Why remote I/O improves system reliability
Large treatment facilities often place field devices hundreds of meters away from the main control room. Long analog cable runs increase noise problems and maintenance complexity.
Remote I/O architecture reduces these issues by placing distributed control modules closer to field devices.
Common Industrial Communication Protocols
Protocol | Typical Use |
|---|---|
Modbus TCP | General device integration |
Profinet | Siemens-based systems |
EtherNet/IP | Rockwell Automation systems |
Modbus RTU | Legacy serial communication |
Digital communication networks improve scalability and simplify future expansion projects.
Should VFDs be installed inside the same enclosure?
The answer depends on heat load calculations and environmental conditions.
For smaller skid-mounted systems, integrated VFD designs can work effectively. However, large VFDs often require dedicated enclosures because thermal buildup becomes difficult to control in combined cabinets.
In many constant-pressure pumping systems, VFD-controlled motors reduce energy consumption by 20–35% under variable flow conditions while minimizing hydraulic shock during startup and shutdown.
How Does PLC Automation Optimize Water Treatment Processes?

Modern PLC systems improve more than operational convenience. They stabilize water quality, reduce energy usage, and support predictive maintenance.
PLC automation improves water treatment through closed-loop process control, automated filtration management, chemical dosing optimization, and centralized SCADA monitoring.
How does PLC automation control filtration and backwashing?
Filtration systems gradually accumulate debris during operation. Differential pressure transmitters monitor pressure before and after the filter media.
When pressure exceeds a predefined threshold, the PLC automatically initiates a backwash sequence.
A typical automatic backwash process includes the following:
- Stop filtration flow
- Open backwash valves
- Start backwash pumps
- Monitor turbidity levels
- Return system to service
This approach reduces unnecessary water waste and maintains filtration efficiency.
Why automated backwashing improves operational efficiency
Manual backwash schedules often clean filters too early or too late.
Cleaning Method | Main Problem |
|---|---|
Fixed manual schedule | Excessive water usage |
Delayed maintenance | Increased pump energy |
PLC-triggered backwash | Balanced efficiency |
Automation improves consistency because the system responds to real operating conditions instead of fixed time intervals.
How does PLC-based chemical dosing work?
Chemical dosing systems rely on continuous sensor feedback and closed-loop control algorithms.
Common process variables include:
Process Variable | Controlled Chemical |
|---|---|
pH | Acid or caustic |
Chlorine residual | Sodium hypochlorite |
Conductivity | Neutralization chemicals |
Flow rate | Proportional dosing |
The PLC continuously adjusts dosing pump speed according to process demand.
What is PID control in water treatment systems?
PID control automatically adjusts output values using proportional, integral, and derivative calculations to maintain stable process conditions.
The PID control formula is:
u(t)=Kp·e(t)+Ki∫e(t)dt+Kd·de(t)/dtI commonly use PID loops for the following:
- pH stabilization
- Constant pressure pumping
- Tank level regulation
- Flow balancing
Stable PID tuning improves process consistency while reducing chemical overuse.
Why SCADA integration matters in modern water treatment plants
Supervisory Control and Data Acquisition (SCADA) systems provide centralized monitoring for distributed treatment equipment.
Operators can monitor:
- Pump status
- Tank levels
- Alarm history
- Chemical consumption
- Energy usage
- Historical trends
Remote monitoring also reduces troubleshooting time because engineers can diagnose faults without traveling onsite.
According to International Society of Automation (ISA) cybersecurity recommendations, remote access systems should use encrypted VPN connections and role-based authentication to reduce cybersecurity risks in industrial networks.
Buyer’s Checklist: What Should Engineers Look for in a PLC Panel Builder?
Selecting the right panel builder affects maintenance cost, reliability, and long-term plant performance. The lowest initial price rarely delivers the lowest lifecycle cost.
Engineers should evaluate certifications, component quality, thermal design, remote diagnostics, and long-term serviceability when selecting a water treatment PLC panel supplier.
Does the control panel comply with UL 508A standards?
UL 508A compliance confirms that the industrial control panel follows recognized electrical safety and construction practices.
Relevant Standards for Water Treatment PLC Panels
Standard | Description |
|---|---|
UL 508A | Industrial control panel safety |
IEC 60204-1 | Electrical safety of machinery |
NEMA 250 | Industrial enclosure requirements |
IEC 60529 | IP protection ratings |
NFPA 79 | Electrical standard for industrial machinery |
Panels designed according to these standards generally provide better safety coordination, documentation quality, and inspection acceptance.
Why globally supported components reduce downtime
I strongly prefer internationally supported automation brands because spare parts remain easier to source during emergencies.
Common Industrial Automation Brands
Component Type | Common Brands |
|---|---|
PLC | Siemens, Schneider Electric, Allen-Bradley |
VFD | ABB, Danfoss, Schneider Electric |
Circuit Protection | Eaton, Schneider Electric |
HMI | Siemens, Weintek |
Unsupported hardware often creates long downtime because replacement parts become difficult to obtain.
What remote access capabilities should modern panels include?
Modern water treatment systems increasingly require remote diagnostics and secure remote maintenance.
Important features include:
- VPN routers
- Remote PLC programming
- Alarm notification systems
- Historical trend logging
- Cloud-ready communication gateways
These functions reduce service response time and improve operational visibility across multiple facilities.
Why spare capacity matters in long-term system planning
I never design PLC panels without spare I/O capacity. Water treatment plants evolve continuously as regulations and production requirements change.
Typical Future Expansion Requirements
Future Upgrade | Required Resources |
|---|---|
Additional dosing skids | Spare analog I/O |
New instrumentation | Additional communication ports |
Energy monitoring | Extra meters |
SCADA upgrades | Ethernet network capacity |
Planning expansion capacity early reduces future retrofit costs and minimizes downtime during upgrades.
Conclusion
Reliable water treatment PLC panels depend on environmental protection, standards-based engineering, stable automation architecture, and long-term maintainability.


