May 9, 2026Control Panels
Why Control Panel Solutions Matter More Than Most Manufacturers Realize
Why Control Panel Solutions Matter More Than Most Manufacturers Realize I used to think machine problems mostly came from motors, sensors, or software. Then I spent time inside real factories. That ch

Why Control Panel Solutions Matter More Than Most Manufacturers Realize
I used to think machine problems mostly came from motors, sensors, or software. Then I spent time inside real factories. That changed my view completely.
Control panel solutions are the backbone of industrial automation. They connect power, safety, PLC logic, and machine communication into one reliable operating system.
Most people outside manufacturing never notice control panels. Operators rarely talk about them unless something fails. But once a production line suddenly stops for three hours because of one overheating cabinet or one unstable relay, everyone starts paying attention very quickly.
I have seen that happen myself.
One factory manager once told me, “When the panel works, nobody notices it. When it fails, the whole plant notices it.”
That sentence stayed with me.
Today, as factories push deeper into automation, reliable control panel solutions are no longer optional. They directly affect production efficiency, maintenance costs, safety, energy usage, and even cybersecurity.
According to Siemens research, unplanned downtime now costs the world’s 500 largest companies up to $1.4 trillion annually.
Source: https://neobram.ai/blog/ai-predictive-maintenance-unplanned-downtime
What Exactly Is a Control Panel Solution?

Many people imagine a control panel as a simple electrical box. In reality, modern industrial control panels are far more complex than that.
A control panel solution is a complete system that manages machine operations, distributes electrical power, protects equipment, and connects automation devices into one organized structure.
At its core, the panel becomes the machine’s decision-making center.
It tells motors when to start.
It processes sensor data.
It handles alarms.
It protects circuits.
It controls communication between automation devices.
Without a properly designed panel, even advanced machinery becomes unreliable.
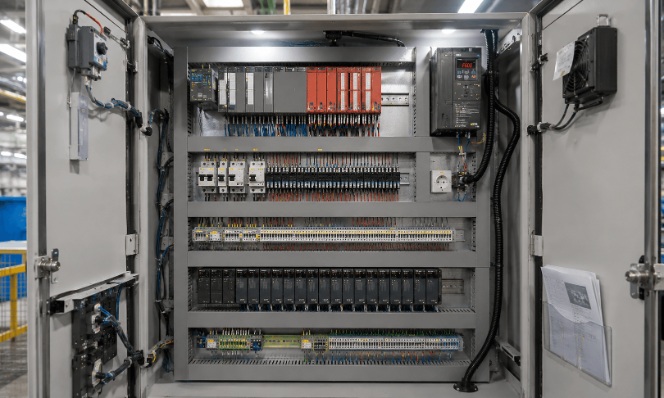
What Is Usually Inside a Modern Control Panel?
Most industrial panels include several core components working together.
Component | Main Purpose |
|---|---|
PLC | Executes automation logic |
HMI | Allows operator interaction |
VFD | Controls motor speed |
Circuit Breakers | Protect electrical systems |
Power Supply | Stabilizes incoming voltage |
Relays & Contactors | Switch electrical loads |
Terminal Blocks | Organize field wiring |
When I first visited a panel assembly workshop years ago, I expected messy wiring and chaos. Instead, the best workshops looked almost surgical. Every wire had labels. Every cable path was planned. Every terminal position had logic behind it.
That level of detail matters more than many buyers realize.
Poor wiring organization can create the following:
- Electrical interference
- Communication instability
- Maintenance confusion
- Longer troubleshooting times
- Heat buildup inside cabinets
Those issues slowly become expensive operational problems.
Why Downtime Makes Control Panel Reliability So Important

Factory downtime sounds simple on paper. In real life, it spreads damage everywhere.
Production stops.
Orders get delayed.
Workers wait.
Raw materials sit unused.
Customers become frustrated.
Research from Aberdeen and multiple manufacturing studies estimates that industrial downtime costs manufacturers roughly $260,000 per hour on average.
Source: https://www.twi-institute.com/manufacturing-downtime
In automotive manufacturing, the number can exceed $2 million per hour.
Source: https://worktrek.com/blog/manufacturing-maintenance-statistics
I remember speaking with a maintenance engineer at a packaging facility. A failed cooling fan inside a control cabinet caused overheating. The PLC shut down repeatedly for protection. The repair itself took less than 40 minutes.
The production backlog lasted almost two days.
That is the hidden side of industrial downtime. The actual repair is often smaller than the operational disruption afterward.
The Most Common Causes of Panel-Related Downtime
Poor Thermal Design
Electrical components generate heat continuously. Without proper airflow or cooling systems, temperatures rise quickly.
Electrical Noise and Grounding Problems
Improper grounding creates unstable communication between PLCs, drives, and sensors.
Weak Documentation
I have seen technicians spend hours tracing wires simply because labeling was unclear.
Cheap Components
Not every low-cost component is bad. Still, extremely cheap electrical parts often fail earlier under industrial loads.
Incomplete Testing
Some suppliers ship panels without proper FAT testing. That creates major startup risks during installation.
Why Good Control Panel Builders Focus on More Than Assembly

One thing I learned over time is that panel building is not just manufacturing. It is engineering.
A strong control panel supplier does much more than mount components into a cabinet.
They also think about:
- Heat management
- Future maintenance
- Operator safety
- Communication stability
- Expansion possibilities
- International compliance
That difference becomes obvious during commissioning.
Factory Acceptance Testing Changes Everything
Experienced manufacturers usually insist on FAT before shipment.
This often includes:
FAT Procedure | Why It Matters |
|---|---|
PLC Logic Testing | Prevents software failures |
I/O Simulation | Verifies sensor responses |
Voltage Testing | Confirms electrical stability |
Communication Checks | Prevents network issues |
Alarm Testing | Ensures operator safety |
I once watched a FAT session uncover a small PLC addressing mistake before shipment. The engineer fixed it within 15 minutes.
If that same problem reached the customer site overseas, it could have delayed startup for days.
That is why experienced buyers care deeply about testing procedures.
How Industry 4.0 Is Changing Control Panel Design

Industrial automation looks very different now compared to ten years ago.
Today’s factories expect real-time visibility, remote diagnostics, and predictive maintenance capabilities.
That shift is reshaping control panel solutions completely.
According to MarketsandMarkets, the North American industrial automation market could grow to 125.55 billion by 2030.
Source: https://www.marketsandmarkets.com/Market-Reports/north-america-industrial-control-factory-automation-market-117192349.html
That growth is driven largely by:
- Smart factories
- Industrial IoT
- Predictive maintenance
- Energy optimization
- Data-driven production systems
Modern Panels Now Need Network Intelligence
Older systems focused mainly on electrical control.
Modern systems now handle:
- Ethernet communication
- Remote monitoring
- Cloud integration
- Real-time diagnostics
- Cybersecurity management
This creates entirely new engineering challenges.
Cybersecurity Is Now an Industrial Issue
Manufacturing cybersecurity used to receive little attention. That is no longer true.
A 2026 survey found that 78% of UK manufacturers experienced a cyber incident within one year.
Source: https://www.itpro.com/security/78-percent-of-uk-manufacturers-have-experienced-a-cyber-incident-in-the-last-year-and-more-than-half-have-taken-a-revenue-hit
As factories become more connected, control panels increasingly require the following:
- Network segmentation
- Secure remote access
- Firewall integration
- User authentication systems
Many people still think cybersecurity only affects office IT systems. In reality, operational technology systems are now major targets too.
Why Customization Matters More Than Standardization
One mistake I often see is assuming every industrial panel can follow the same template.
Factories operate in completely different environments.
A food processing facility has very different needs compared to a mining operation.
Different Industries Need Different Solutions
Industry | Typical Requirements |
|---|---|
Food Processing | Stainless steel, washdown protection |
Mining | Heavy-duty dust protection |
Water Treatment | Corrosion resistance |
Outdoor Applications | IP65/IP66 weather protection |
Pharmaceutical | High cleanliness standards |
I visited one seafood processing plant where nearly every exposed metal surface faced corrosion problems because of salt-heavy moisture in the air.
Standard painted steel cabinets failed much faster than expected.
The facility eventually switched to stainless steel enclosures. The upfront cost increased, but maintenance problems dropped sharply afterward.
That experience reminded me that “cheap” solutions often become expensive later.
What Smart Buyers Look for in a Control Panel Partner

Price matters. Of course it does.
But experienced buyers usually evaluate much more than component cost.
They ask questions like:
- Can the supplier support global standards?
- Is documentation complete?
- Are replacement parts easy to source?
- Does the supplier perform full testing?
- Can the design scale later?
The strongest suppliers usually act more like engineering partners than simple vendors.
Signs of a Reliable Supplier
Clear Technical Documentation
Good documentation reduces maintenance time dramatically.
Engineering Communication
Fast and accurate technical replies often predict project quality.
Organized Internal Layouts
Good layouts improve airflow, maintenance access, and troubleshooting speed.
Long-Term Support
Reliable suppliers support systems after installation, not only before shipment.
I have noticed that the best industrial relationships often last for years because reliability builds trust slowly over time.
Conclusion
Reliable control panel solutions reduce downtime, improve automation stability, strengthen safety, and help modern factories operate more efficiently in increasingly connected industrial environments.