
May 11, 2026Case Studies
How We Helped a Packaging Machine OEM Reduce Startup Delays
How We Helped a Packaging Machine OEM Reduce Startup Delays In packaging automation projects, startup delays are rarely caused by one obvious failure. Most machines eventually run. The real problem i

How We Helped a Packaging Machine OEM Reduce Startup Delays
In packaging automation projects, startup delays are rarely caused by one obvious failure.
Most machines eventually run.
The real problem is how much uncertainty appears between the moment a machine leaves the factory and the moment it is expected to operate reliably inside a customer’s production environment.
That transition is where many OEMs quietly lose time, margin, and customer confidence.
At the factory, systems operate under controlled conditions:
- known power quality,
- familiar engineering teams,
- validated wiring,
- predictable machine sequencing,
- and stable testing environments.
But once the equipment arrives on-site, the situation changes immediately.
Now the machine must interact with:
- unfamiliar field wiring,
- customer production logic,
- installation variations,
- plant-wide communication systems,
- local electrical conditions,
- and compressed commissioning schedules.
This is why commissioning has become one of the most difficult stages in modern industrial automation.
It is one of the few moments where
- mechanical systems,
- electrical architecture,
- PLC logic,
- field installation quality,
- operator behavior,
- and production pressure
all converge simultaneously.

And under those conditions, even small inconsistencies inside the control system can create disproportionate startup delays.
This case study explains how we helped a packaging machine OEM reduce commissioning uncertainty by improving control panel standardization, PLC wiring architecture, and engineering validation before shipment.
The OEM’s machines were not failing—but startup predictability was.
The customer specialized in high-speed packaging systems used in food manufacturing environments.
Technically, the machines were mature platforms. The automation systems had already been deployed successfully across multiple projects, and Factory Acceptance Testing (FAT) results were generally stable.
From a purely functional perspective, the machines worked.
Yet the OEM continued facing recurring commissioning pressure after installation.
The issue was not catastrophic failure.
The issue was startup variability.
Some machines commissioned smoothly. Others required extended troubleshooting despite having nearly identical architectures.
Engineering teams repeatedly encountered:
- additional I/O verification,
- communication inconsistencies,
- field wiring confusion,
- startup sequence interruptions,
- and intermittent signal validation problems.
Individually, none of these issues appeared severe.
Collectively, they slowed commissioning and increased uncertainty during startup.
That distinction became extremely important.
Because in modern OEM projects, startup efficiency is no longer measured only by whether the machine eventually runs.
It is measured by:
- how predictably the system reaches stable operation,
- how much engineering intervention is required,
- and how much uncertainty must be removed during commissioning.
Why Startup Delays Have Become More Expensive in Modern Packaging Automation
In older industrial systems, startup delays were often tolerated as part of normal project execution.
Modern packaging environments are different.
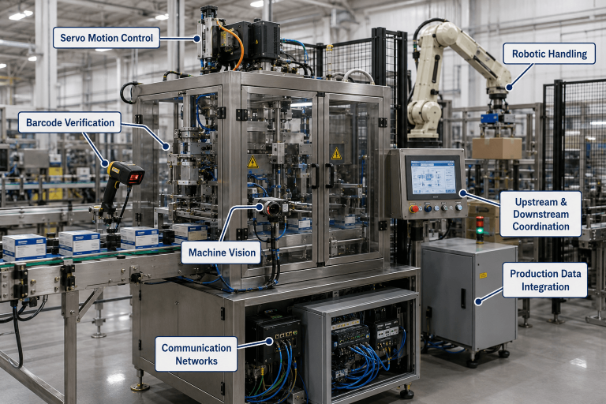
Today’s packaging lines involve tightly synchronized systems:
- servo motion control,
- barcode verification,
- robotic handling,
- machine vision,
- upstream and downstream coordination,
- production data integration,
- and increasingly complex communication networks.
As automation density increases, commissioning becomes far less forgiving.
A small inconsistency in field signals or PLC mapping may no longer affect one isolated machine. It may affect:
- line synchronization,
- safety logic,
- production sequencing,
- or plant-wide communication stability.
That is one reason startup delays have become operationally expensive far beyond direct engineering labor.
According to McKinsey & Company, commissioning inefficiencies remain one of the major hidden cost drivers in industrial automation projects because delays often cascade into broader production scheduling and operational impacts.
For OEMs operating internationally, the challenge becomes even more severe because commissioning frequently occurs under the following conditions:
- compressed installation windows,
- remote support limitations,
- customer production pressure,
- and incomplete site information.
The OEM recognized that the issue was no longer simply electrical troubleshooting.
The real challenge was controlling uncertainty during system integration.
The Root Problem Was Not Wiring Errors — It Was Engineering Variability
After reviewing previous startup reports, one pattern became increasingly clear:
The machines themselves were not fundamentally unstable.
The deeper issue was accumulated engineering variation across projects.
Over time, different engineering teams had optimized control panels slightly differently depending on:
- customer requirements,
- machine configurations,
- installation preferences,
- and project timelines.
Individually, these adjustments improved short-term project flexibility.
Collectively, they reduced commissioning predictability.
This created subtle but important differences in:
- PLC wiring architecture,
- terminal organization,
- cable routing logic,
- field labeling structure,
- and documentation consistency.
Experienced engineers could usually interpret the system successfully.
But commissioning environments are not ideal engineering environments.
They are high-pressure operational environments where:
- multiple contractors work simultaneously,
- installation conditions change rapidly,
- production deadlines approach quickly,
- and troubleshooting time becomes extremely expensive.
Under those conditions, every additional layer of interpretation slows startup.
That became one of the most important insights of the project:
the issue was not technical capability — it was the amount of interpretation required during commissioning.
Why PLC Wiring Consistency Directly Affects Startup Speed
One of the most underestimated realities in industrial automation is that wiring consistency affects more than maintenance convenience.
It affects how quickly engineers can remove uncertainty during startup.
In highly automated packaging systems, commissioning teams constantly verify relationships between:
- field devices,
- PLC logic,
- motion systems,
- safety architecture,
- and machine sequencing.
When control panel structures vary between projects, engineers spend additional time mentally reconstructing system behavior before they can diagnose issues confidently.
This increases:
- troubleshooting time,
- startup hesitation,
- and dependency on senior engineering support.
The problem is not that the wiring is incorrect.
The problem is that the system becomes less cognitively predictable under commissioning pressure.
As automation systems become denser and faster, predictability becomes operationally critical.
Rebuilding the Control Panel Around Commissioning Logic
Instead of redesigning the OEM’s automation platform, we focused on reducing commissioning uncertainty at the control architecture level.
This required shifting the design perspective.
Previously, the control panel had primarily been optimized around:
- assembly efficiency,
- machine configuration flexibility,
- and project customization.
We began restructuring the architecture around the following:
startup logic and field troubleshooting predictability.
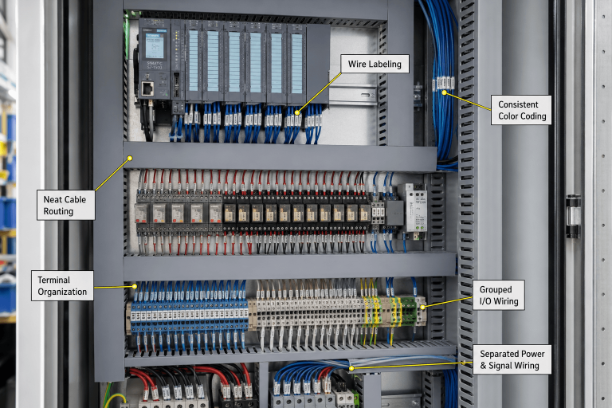
This included standardizing:
- PLC I/O grouping structures,
- terminal organization,
- cable routing hierarchy,
- labeling conventions,
- and separation between power and signal wiring.
The objective was not simply cleaner cabinet appearance.
The objective was reducing the number of decisions commissioning engineers needed to make under pressure.
That distinction changed the entire design philosophy.
Signal Stability Became a System-Level Concern
Another issue discovered during project review involved intermittent communication instability during startup.
This was particularly important because high-speed packaging systems rely heavily on stable synchronization between the following:
- servo systems,
- sensors,
- VFDs,
- safety devices,
- and communication networks.
Several previous projects had experienced intermittent startup behavior that was difficult to reproduce consistently:
- unstable sensor feedback,
- occasional communication interruptions,
- or inconsistent signal verification.
These were not catastrophic failures.
They were intermittent integration problems, which are often far more difficult to diagnose.
Further analysis showed that some control wiring routes passed too closely to higher-power electrical paths, increasing susceptibility to electrical noise under certain operating conditions.
To improve stability, we optimized:
- shielding practices,
- grounding structure,
- signal separation,
- cable routing hierarchy,
- and internal wiring segregation.
The result was not simply improved electrical organization.
It was improved commissioning stability under real operational conditions.
FAT Success Was No Longer Enough

One of the most important realizations during the project was that successful FAT testing did not necessarily predict smooth commissioning.
This is a common problem in OEM automation.
Factory Acceptance Testing usually occurs under highly controlled conditions:
- stable power supply,
- ideal wiring,
- familiar engineering environments,
- and predictable startup sequencing.
Real production facilities are very different.
Once installed on-site, machines must interact with the following:
- customer infrastructure,
- field installation quality,
- environmental conditions,
- operator behavior,
- and external communication systems.
The OEM realized they needed more than functional validation.
They needed commissioning-oriented validation.
We expanded engineering testing procedures to include the following:
- startup simulation logic,
- field I/O verification,
- communication robustness checks,
- and installation-oriented validation procedures.
This helped reduce the amount of unknown behavior appearing later during commissioning.
Documentation Became Part of Operational Reliability
Another major improvement involved engineering documentation.
In many projects, documentation is treated as a project deliverable.
But during commissioning, documentation becomes part of the operational control system itself.
When wiring diagrams, terminal references, or PLC mapping structures are inconsistent, engineers lose troubleshooting speed immediately.
Under commissioning pressure, even small documentation ambiguities create the following:
- hesitation,
- interpretation delays,
- and increased dependency on senior engineers.
We worked with the OEM to standardize the following:
- documentation hierarchy,
- revision consistency,
- labeling logic,
- and startup verification references.
This improved more than readability.
It improved engineering confidence during startup.
The Result: Reduced Commissioning Uncertainty
After implementing the changes across subsequent projects, the OEM reported significantly smoother startup performance during installation.
The most important improvement was not simply faster startup time.
It was:
reduced operational uncertainty.
Commissioning teams spent less time:
- interpreting panel structure,
- tracing unexpected signal paths,
- validating field assumptions,
- or resolving preventable inconsistencies.
Startup became more repeatable across projects, which improved:
- engineering coordination,
- installation predictability,
- and customer confidence during commissioning.
For the OEM, this represented something more valuable than isolated troubleshooting improvements.
It represented increased scalability of their automation platform.
Final Thoughts
One of the biggest misconceptions in industrial automation is that startup delays are usually caused by major technical failures.
In reality, many commissioning problems come from accumulated inconsistency across the following:
- electrical architecture,
- documentation,
- wiring logic,
- signal management,
- and engineering assumptions.
As packaging automation systems become more interconnected and more time-sensitive, commissioning success increasingly depends on how effectively uncertainty can be removed under real operating conditions.
That is why modern OEM control panel design is no longer only about electrical functionality.
It is about creating systems that remain
- understandable,
- predictable,
- and operationally stable
when the machine leaves the controlled environment of the factory and enters the far more complex reality of the customer’s production floor.


