Jun 26, 2026Integration & Compatibility
FAT Before Shipment: How We Reduce Site Startup Failure Risk
FAT Before Shipment: How We Reduce Site Startup Failure Risk Most buyers worry about delivery delays before shipment. Experienced project teams worry about something else entirely: what happens after

FAT Before Shipment: How We Reduce Site Startup Failure Risk
Most buyers worry about delivery delays before shipment. Experienced project teams worry about something else entirely: what happens after the equipment arrives.
In industrial automation projects, the most expensive problems often appear during startup rather than during manufacturing. A control panel may look perfectly assembled inside the supplier’s workshop, the HMI may power on normally, and the PLC program may appear complete on paper, yet the system can still fail once installation, field wiring, safety interlocks, and real operating conditions are introduced onsite.
That is why Factory Acceptance Testing (FAT) matters far more than many companies initially realize.
A proper FAT process is not simply a final inspection before shipment. It is one of the few opportunities both the supplier and the customer have to identify startup risks while the equipment is still inside a controlled factory environment where engineers, tools, spare components, software access, and troubleshooting resources are immediately available.
Once the machine ships, every unresolved issue becomes more expensive to solve. Installation schedules become affected, commissioning teams lose time, production planning shifts, and additional travel or emergency support costs begin accumulating quickly. According to research published by the Project Management Institute (PMI), defects discovered during late implementation stages can cost dramatically more to resolve than problems identified earlier during design or testing phases.
This is one reason more OEM buyers, automation engineers, and project managers now insist on structured FAT procedures before approving shipment, especially for PLC systems, industrial control panels, packaging machinery, and integrated automation lines.
Why Startup Failures Happen More Often Than Buyers Expect

Most onsite startup failures are not caused by catastrophic hardware defects. In reality, many of them originate from smaller integration issues that remain invisible until the machine begins operating under real conditions.
During commissioning, several systems that were previously tested separately must suddenly function together as one process. PLC logic interacts with field devices, safety circuits begin responding dynamically, communication protocols exchange live data, and operators switch between different machine states for the first time. This transition exposes gaps that are often difficult to detect through assembly inspection alone.
Typical startup failures include the following:
Common Startup Problem | Typical Operational Impact |
|---|---|
Incorrect I/O mapping | Sensors or actuators respond incorrectly |
PLC logic gaps | Machine sequence interruption |
Communication instability | HMI or remote device failure |
Incomplete interlocks | Unsafe or unstable operation |
Alarm configuration issues | False shutdowns or missed faults |
Recovery sequence errors | Startup failure after abnormal stop |
Several years ago, I observed a packaging automation project where the equipment passed mechanical inspection without concern. The machine could start manually, conveyors moved correctly, and individual motors responded as expected. However, once the system switched into automatic production mode, the line repeatedly stopped after several cycles.
The issue was eventually traced to a PLC recovery condition that had never been tested under full operational sequence logic.
The actual correction required less than twenty minutes.
Finding the root cause delayed startup for nearly an entire day.
Situations like this are far more common than many buyers expect because startup problems are usually integration problems rather than component failures.
We explored these commissioning-related risks in more detail in our article about why control panel startup problems happen more often than most buyers expect, particularly in projects where operational testing is delayed until onsite commissioning.
What FAT Actually Proves Before Shipment
One of the biggest misconceptions surrounding FAT is the assumption that it simply verifies whether equipment powers on correctly before shipment.
A meaningful FAT process proves something much more important: whether the system can operate according to the customer’s functional requirements before it enters the most expensive phase of the project lifecycle.
For the customer, FAT serves as an opportunity to confirm that the equipment performs according to approved specifications, control logic, safety expectations, and operational sequences. For the supplier, FAT provides a controlled environment to identify integration problems early enough to resolve them before installation and site commissioning begin.
This distinction matters because many startup failures are technically detectable long before shipment. According to guidance published by the International Society of Automation (ISA), commissioning delays frequently originate from integration issues, configuration errors, and operational inconsistencies that were never fully validated during pre-shipment testing.
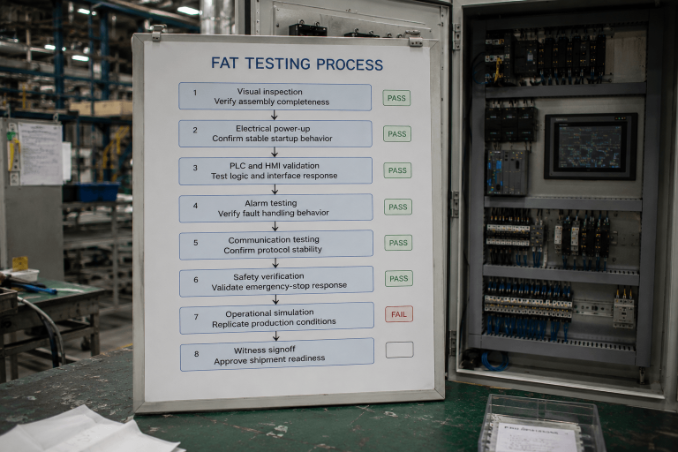
A structured FAT process normally includes several stages:
FAT Stage | Main Objective |
|---|---|
Visual inspection | Verify assembly completeness |
Electrical power-up | Confirm stable startup behavior |
PLC and HMI validation | Test logic and interface response |
Alarm testing | Verify fault-handling behavior |
Communication testing | Confirm protocol stability |
Safety verification | Validate emergency-stop response |
Operational simulation | Replicate production conditions |
Witness signoff | Approve shipment readiness |
What experienced buyers usually care about is not whether the machine can run once under ideal conditions. They want evidence that the system behaves predictably when abnormal conditions appear.
That is an important difference.
A supplier demonstrating startup recovery after a simulated fault often builds more confidence than one showing only a perfectly controlled demo cycle.
Why Control Panel FAT Testing Matters So Much in Automation Projects

In modern industrial systems, the control panel is no longer just a power-distribution cabinet. It functions as the operational core of the machine, coordinating PLC logic, safety systems, communication networks, motor control, and operator interaction simultaneously.
This is especially true in projects involving:
- Packaging machinery
- PLC automation systems
- Conveyor lines
- Process control equipment
- Multi-station production systems
Because of this, control panel FAT testing often becomes one of the most important parts of the entire startup-risk reduction process.
A proper control panel FAT should verify not only component installation but also operational behavior under realistic conditions.
Typical Control Panel FAT Checklist
Test Area | Validation Goal |
|---|---|
Incoming power verification | Stable voltage and phase confirmation |
Circuit breakers and protection | Proper electrical protection behavior |
Relays and contactors | Switching response validation |
PLC logic execution | Sequence reliability |
HMI functionality | Alarm and navigation testing |
Emergency-stop circuits | Safe shutdown verification |
Communication protocols | PLC-device integration |
Analog signal scaling | Sensor accuracy confirmation |
I/O mapping | Correct signal allocation |
Alarm recovery | Restart stability after faults |
For larger systems, simulation testing becomes particularly valuable because it allows engineers to expose sequencing problems before shipment.
In one recent automation project, our FAT process intentionally simulated communication interruptions and abnormal sensor conditions during operation. The tests revealed two logic conflicts involving alarm recovery and conveyor restart sequencing that would almost certainly have created startup delays during onsite commissioning.
Discovering those problems inside the factory reduced both schedule risk and field troubleshooting cost significantly.
This growing emphasis on operational reliability is also one reason industrial automation systems are becoming more dependent on integrated control architecture rather than isolated electrical assemblies. We discussed this broader shift in our guide to modern control panel solutions and industrial automation reliability, particularly in relation to process stability and system integration.
What Customers Actually Want to See During FAT
Many suppliers assume customers attending FAT only want proof that the machine can move.
In practice, most buyers are evaluating something more specific: whether the supplier understands how the system will behave once real production pressure begins.
Experienced project managers typically focus on questions such as the following:
- Can the machine recover after an emergency stop?
- Are alarm messages clear and meaningful?
- Does the system restart correctly after faults?
- Are automatic and manual modes stable?
- Does the HMI reflect real machine conditions accurately?
- Can communication recover without requiring a system reboot?
These concerns are operational rather than cosmetic.
Customers understand that startup problems rarely happen during ideal conditions. They happen during interruptions, operator mistakes, material inconsistencies, sensor failures, or unexpected sequence changes.
This is why stronger FAT sessions increasingly include the following:
FAT Scenario | Why Customers Request It |
|---|---|
Material simulation | Validate real operating behavior |
Fault injection testing | Verify abnormal-condition handling |
Emergency-stop recovery | Confirm restart stability |
Mode-switch testing | Prevent operational lockups |
Alarm validation | Improve troubleshooting clarity |
Interestingly, many experienced customers become more confident when they see realistic troubleshooting happen during FAT because it demonstrates that the supplier understands the system deeply enough to diagnose and resolve operational issues before shipment.
Why FAT Videos Have Become So Important for Buyer Confidence
Over the past few years, FAT videos have become one of the most effective ways to demonstrate operational credibility before shipment.
This shift is happening partly because global sourcing and remote project management have changed how buyers evaluate suppliers. Many customers no longer rely solely on specification sheets or static inspection photos. They want visual proof that testing was actually performed under operating conditions.
A short FAT video can demonstrate:
- Machine startup behavior
- HMI interaction
- Alarm triggering
- Interlock response
- Conveyor synchronization
- Stable production cycling
- Fault recovery behavior
Compared to static documentation, video provides context that is difficult to fake convincingly because buyers can observe timing, operator interaction, machine sequencing, and system stability directly.
According to industrial sourcing research published by Thomasnet, buyers increasingly prioritize operational transparency and technical validation when evaluating manufacturing and automation suppliers.
This trend is especially important for overseas customers managing projects remotely, where FAT videos often become part of the supplier qualification process itself.
The most effective FAT videos are usually straightforward and practical. Buyers are not looking for cinematic editing. They want to see how the system behaves in a realistic factory environment.
FAT vs SAT: Why the Difference Matters for Project Risk

FAT and SAT are often discussed together, but they serve very different purposes inside a project lifecycle.
Factory Acceptance Testing happens before shipment inside the supplier’s facility. Site acceptance testing happens after installation at the customer site.
The distinction is important because FAT focuses primarily on machine functionality and integration readiness, while SAT focuses on how the system behaves after installation, utility connection, and production integration.
FAT | SAT |
|---|---|
Conducted before shipment | Conducted after installation |
Verifies machine functionality | Verifies site integration |
Tests control logic | Tests live operating conditions |
Focuses on supplier assembly | Focuses on installation quality |
Reduces startup uncertainty | Confirms production readiness |
When FAT is weak or incomplete, SAT often becomes the first real debugging stage. At that point, every unresolved issue affects multiple stakeholders simultaneously, including installation contractors, commissioning teams, operators, and production management.
This is why experienced project teams usually view FAT as a method for reducing downstream project risk rather than simply approving shipment.
How FAT Reduces Startup Risk and Long-Term Project Cost
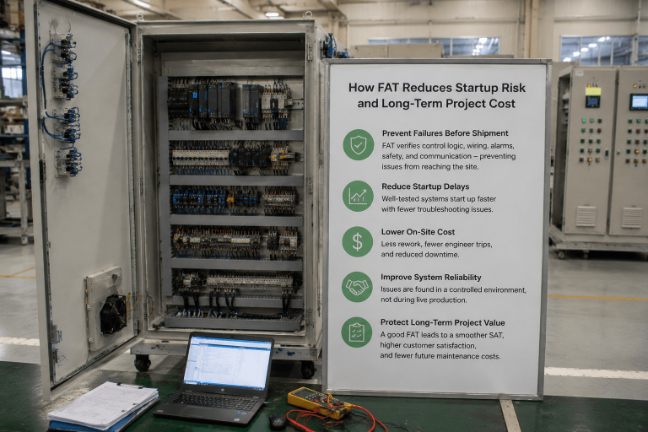
The real value of FAT is not only technical validation. It is the ability to move problem-solving earlier in the project timeline, where corrective action remains manageable and far less expensive.
Inside the supplier’s factory, engineers still have immediate access to:
- Software tools
- Spare parts
- Drawings
- Assembly teams
- PLC programming resources
- Electrical technicians
Once the machine reaches the customer site, even relatively small issues can trigger the following:
- Startup delays
- Installation downtime
- Additional engineering travel
- Production interruptions
- Contractor rescheduling
- Customer escalation
According to research from the Project Management Institute, the cost of resolving defects increases significantly as projects move from testing into implementation and operational stages.
This principle applies directly to industrial automation projects.
Comparing Early vs Late Problem Discovery
Problem Discovery Stage | Typical Cost Impact |
|---|---|
During FAT | Controlled correction cost |
During shipment | Delivery and scheduling risk |
During SAT | High coordination cost |
During production startup | Downtime and escalation risk |
The operational logic behind FAT is ultimately very simple:
The earlier a startup problem is discovered, the lower the operational cost of solving it.
That principle applies equally to PLC systems, control panels, automation lines, packaging equipment, and integrated manufacturing systems.
Before Shipment Is Still the Cheapest Time to Find Problems

Most startup failures do not begin onsite. They begin earlier, during incomplete testing, unverified integration, or assumptions that certain operational scenarios “will probably work later.”
A structured FAT process cannot eliminate every future issue, but it dramatically reduces the probability that basic integration problems survive long enough to disrupt installation and production startup.
For buyers managing automation projects, the most important question is not whether FAT adds extra work before shipment. The more important question is whether the project can afford to discover the same problems later, when installation schedules, commissioning timelines, and production commitments are already under pressure.
Because once equipment reaches the customer site, every unresolved startup issue becomes operationally expensive very quickly.
If your team is evaluating automation equipment, PLC systems, or industrial control panels and wants to reduce startup uncertainty before shipment, we can help support the following:
- FAT testing procedures
- Pre-shipment verification
- FAT witness support
- Control panel validation
- Startup-risk reviews
- FAT video documentation
The cheapest place to solve startup problems is still inside the factory before shipment.